浅析影响吊钩式抛丸机抛丸效果的因素
吊钩式抛丸机除了有对铸件进行表面清理的作用之外,同时还可以对铸件的表面进行工艺性的处理,可以通过吊钩式抛丸机的技术处理,让铸件的表面达到想要的理想效果,并且产生相应的表面质量效果,轻松的达到铸件的生产需求,很大程度上减轻铸造行的人工成本,提升铸件的生产速率。通过吊钩式抛丸机的表面技术处理,让铸件的表面达到符合的要求。
浅析影响吊钩式抛丸机抛丸效果的因素:
一、钢丸钢砂的硬度:当钢丸钢砂硬度比零件时,它的硬度值的改变不影响抛丸强度,若此时工件过软,小心被打坏,应适当调整抛丸器的功率降到抛丸强度;当钢丸钢砂比零件软时,若抛丸硬度值降低,抛丸强度也降低,若达不到理想的效果,可以适当调大抛丸器的功率来增加抛丸强度。
二、抛丸速率:抛丸速率增加时,抛丸强度也增加,但速率过高时,钢丸钢砂破坏量增加。
三、钢丸钢砂粗细:钢丸钢砂越大,打击动能越大,抛丸强度也越大。因此,在确定抛丸强度的同时,应只管即便选用小的钢丸钢砂,这样清理速率会相对增加。抛丸尺寸还受零件外形限制。当零件上有沟槽时,钢丸钢砂直径应小于沟槽内圆半径的一半。
四、抛射角度:钢丸钢砂射流与待喷工件垂直时,钢丸钢砂,平常都应保持在这种形态下进行抛丸处理。若受零件的外形限制,需要用小角度抛丸时,应适当加大钢丸钢砂尺寸与速率。
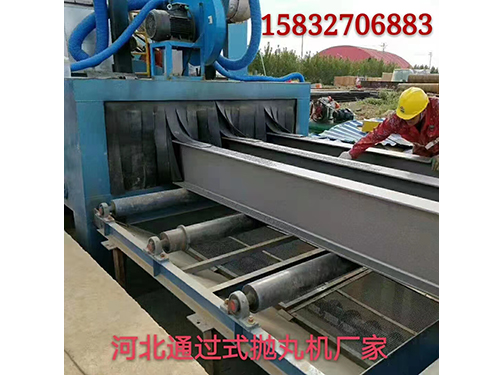
现有的吊钩式抛丸机在抛丸室上方设有吊钩,吊钩通过抛丸室顶部的缺口进入或移出抛丸室。关于一些小工件,通常是将小工件悬挂在挂架上,再由在吊钩吊起挂架进入到抛丸室内进行抛丸处理,为了削减死角使工件外表面均可以被抛丸打到,一般是采用减速机驱动吊钩转动,进而使工件或挂架以吊钩为轴心转动。通常是在吊钩上固定被迫齿轮,减速机固定在抛丸室顶部,减速机的输出轴上固定自动齿轮,被迫齿轮与自动齿轮采用分离式结构,吊钩进入到抛丸室后,被迫齿轮与自动齿轮相啮合。
再来讲讲吊钩式抛丸机安装过程中的注意事项:
一、抛丸器:出厂时抛丸器已在室体上装置结束,运用前起先留意要调试的诸问题。检查叶片、分丸轮与定向套及护板固定的方位是否准确与结实,通电点动检查旋转方向对否。然后调理定向套开口的方位,从理论上将定向开口的前边与叶片抛出方位的前边夹角为900左右,固定定向套的方位后,可以检测一下抛射带的方位,其办法是在吊挂工件的方位上面临抛丸器出入口放一张钢板或木板,开动抛丸器,向进丸管放入少量(2-5kg)弹丸后停机,检查钢板上被打击的方位是否适当需求,如合上偏可调定向套的窗口向下,反之同理,直至适当为止,并记下定向套口方位,作为今后替换定向套时的依据。
二、提升机与螺旋运送器:空载实验,以检查提升斗与螺旋叶片的工作方向是否正确,之后涨紧提升机的皮带到松紧适度,防止跑偏,然后进行负载实验,检查工作情况与运送能力,有无怪异的噪音与振动,检查并排除障碍。
三、丸砂分离器:先检查闸板运动是否好用,再检查分熟板方位适中,然后在负载调试提升机时,不断有钢丸流入,下料槽时检查钢丸是否呈现流幕状流出落下。