通过式抛丸机应该如何清理除锈?
理论证明,选用这种除锈品级简直可以除掉全部的氧化皮、锈和其它污物,锚纹抵达40~100μm,充足满意涂层与钢管的附出力要求,而喷(抛)射除锈工艺可用较低的运转费用和不变的质量抵达近白级(Sa2.5)技术前提。为了抵达抱负的除锈作用,应根据钢管表面的硬度、原始锈蚀水平、要求的表面粗糙度、涂层类型等来挑选磨料,有关单层环氧、二层或三层聚乙烯涂层,选用钢砂和钢丸的搀杂磨料愈易抵达抱负的除锈作用。钢丸有钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的搀杂磨料(世间钢丸的硬度为40~50HRC,钢砂的硬度为50~60HRC可用于各类钢表面,即便是用在C级和D级锈蚀的钢表面上,除锈作用也很好。
为获得好的平均洁净度和粗糙度散布,磨料的粒径及配比设计相当重要。粗糙度太大易构成涂层在锚纹尖峰处变薄;还因为锚纹太深,在进程中涂层易构成气泡,严峻影响涂层的功用。粗糙度太小会构成涂层附出力及不怕冲击强度下降。
有关严重的内部点蚀,不只光靠大颗粒磨料冲击,还需要靠小颗粒打磨丢失侵蚀产品来抵达清理作用,还正确的配比设计不只可减缓磨料对管道及喷嘴(叶片)的磨损,而且磨料的应用率也可大幅提升。钢丸的粒径为0.8~1.3mm,钢砂粒径为0.4~1.0mm,个中以0.5~1.0mm为主要成分。砂丸比普通为5~8。应该注意的是在实践操作中,磨估中钢砂和钢丸的抱负份额很难抵达,缘由是硬而易碎的钢砂比钢丸的破裂率不错。
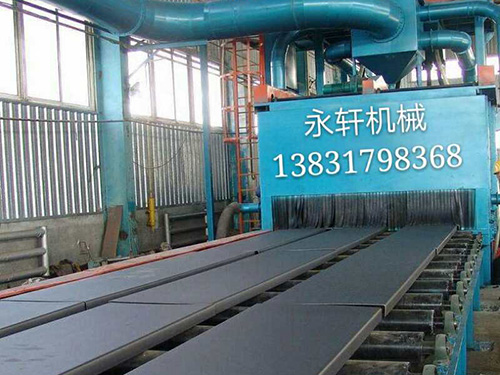
工件的测量高度采用光电开关和制动马达,防止研磨室外的粉尘干扰。抛丸机可以清扫金属工件表面的各种残留物,清扫钢板、钢结构、钣金焊接工件等。工件宽度测量装置自动调节供给制动器的on数量,清洗材料千变万化,某个规格的抛丸设备只适用于某个范围内的零件清扫。用设备适用于某个零件。
通过式抛丸机采用的悬臂离心抛丸机,抛丸机的配置由计算机模拟。球避开滚轮,工件覆盖均匀。叶轮是投球机的心脏,直接或间接由电机驱动。投球机制造商有特别的设计,主要分为单盘和双盘叶轮。这个过程不受清洁工件的尺寸、形状和重量的限制。从螺钉和螺母到火车车厢和10,000吨外壳;简单如平板,复杂到发动机缸冷却水套;轻到几克,重到100万吨,可以4.弹丸爆破的原理是基于弹丸撞击零件表面,使弹丸压痕局部变形。
每个弹丸的压痕都有三层不同的结构。也就是说,零件表面的延性变形层;零件内层常规的塑性变形区;深层弹性变形区。
通过式抛丸机要求的工作面不平整的程度要小于二十毫米,在工作面上不能有积水,要比较的干燥,工作面的坡度要小于二十五度的角度。通过式抛丸机工作的环境要达到的温度范围是零下二十摄氏度到六十摄氏度之间,要求处理的钢板等工件表面的温度要在三摄氏度以上。在设备工作的环境中,要确定的湿度有两个方面,一个是对于钢材工件的表面进行抛丸。操作的海拔要求在零米到三千米的范围内,雨雪天严禁抛丸操作。当抛丸机在水泥的表面上来进行操作时,其速率一般是每小时两百到四百平方米。当设备在钢板的表面上进行操作时,根据钢板等级不同会有不同的速率,如果钢板的等级是SA2.5时,其处理速度是每分钟四米,等级为SA3时,速度是每分钟三米。