通过式抛丸机的清理原理与抛丸原理
通过式抛丸机能够完成机内零件、落砂、取芯,起先是抛丸机的外表精加工。抛丸机的初次应用是去掉氧化皮、铸钢件和铸铁件外表粘砂。喷丸处理基本上需求全部的球墨铸铁件、铸钢件、马钢件和灰铸铁件。这不仅能够去掉铸件外表的砂粒和氧化皮,并且是检验铸件质量的需要预备过程,如一些相对大的燃气轮机机壳需求选用无损检测办法进行严格的抛丸精整加工,然后确定抛丸机检测结果的性能。
通过式抛丸机发动机管接头漏油。管接头包含锥面接合和空心螺栓管接头两大类。锥面接合管接头包含压力表两头,汽油管一端,高压油管两头以及燃油粗过滤器至输油泵一端的管接头,若因通过式抛丸机发动机高压油管接头磨损变形或裂纹,可将其锯掉,换一个好接头焊上。若因低压油管接头损坏,可锯掉喇叭口,从头制造喇叭口。若因螺纹损坏,应批改或替换新件。空心螺栓管接头包含燃油粗、细过滤器以及喷油泵低压输油管接头号。若因垫片损坏或设备不平,可换用塑料垫片,或用什锦锉修平,也可用砂纸磨平,严峻的可用铣床铣平。若因管接头设备平面上发生拉痕,可用细砂纸或用油石磨平接头设备平面和垫片;若因协作面有杂质,设备时应留心机体清洁,接头固定螺栓应均匀拧紧。
在铸件的出产过程中选用抛丸精整加工,多只能发现零件外表以下的缺点,但外表、气孔、冷隔、渣孔、皮下粘砂等情况需求依托新的抛丸机。在对铜合金、铝合金等有色金属铸件的外表进行精加工时,除了对铸件外表的氧化皮和外表缺点进行精加工外,还须对零件外表进行喷丸处理。特别是在冶金钢的出产过程中,酸洗和喷丸是一种技术的加工办法,在许多出产过程中都能确定钢的高成材率。其他合金钢带,如不锈钢板和硅钢片,以及钢板,都需求抛丸精整机,以确定出产时产品外表的漂亮。
通过式抛丸机的加工进程不受成品工件的尺寸,形状和分量的约束。钢丸是经过机械手法实现的,并以很长的间隔投射在零件的外表上,这称为丸喷。
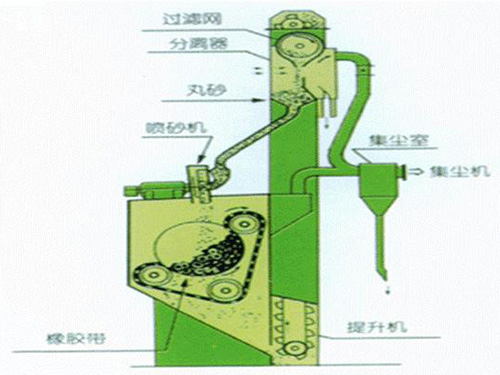
一、通过式抛丸机的清理原理:
用沙子将弹丸投射到铸件上,然后将型砂和型芯的抛丸清理掉。弹丸估计用于铸造,锻造,焊接和热处理的零件,以去掉黑皮,小瘤,氧化膜,锈斑等。抛射物被投射到钢板外表并具有各种形状,以进行预爆炸。关于承受可变应力的零件,例如拉伸弹簧,板簧和齿轮,会进行喷砂处理以去掉应力并改进疲劳强度的外观。进行喷砂处理以增强家用电器或餐具的装修部件的外观。经过式抛丸机的抛丸精加工限于用于去掉铸件,锻件,焊接件和热处理件的精加工进程。零件经喷砂处理后,能够在喷射流中接连替换和清洁零件,以达到均匀抛丸的要求。
二、通过式抛丸机的抛丸原理:
基于弹丸撞击零件外表,使其部分变形并造成弹丸凹痕。每个弹丸压痕都有三个不同的结构。在中间塑料区的前,后,左,右和上方,收缩应力从五个方向瞬时发生。中间层在五个方向上立即被压缩和变形,并立即被推到外表,从而使具有虚线的脆性层敏捷掉落。几乎同时,将弹丸向前推动以发生反弹力,使其以反弹速度反弹。弹头压痕的三个区域同时发生并同时存在。为了使脆性层发生脆性断裂,达到其脆性破坏变形,因而需求恰当的压痕深层,须有恰当数量的塑性变形区。通常,喷丸仅需破坏附件的外观并使它们掉落。基质越脆,越好。因而,应正确选择通过式抛丸机的工艺参数。