吊钩式抛丸机各部件的装置与调试须知
吊钩式抛丸机是需要选择适当的模式,这是重要的,各个生产的产品是不同的,因此要求设备不同的是,选择既适当的模型在使用的时候会良好,还能节省成本。抛丸清理机其是抛丸机通过电机减速机的动能传递,抛丸机由托轮带动滚筒,滚筒以3r/min的速度平稳旋转,使抛丸机滚筒体内的零件轻柔翻滚,让零件在不同的角度下,周身接受抛丸的冲击与刮削,从而不但可以去掉工件表面的锈蚀、粘砂、污物等,同时,抛丸机还可以改进工件的内应力,提升工件的表面质量,达到清理之目的,提升工件的不怕乏强度。
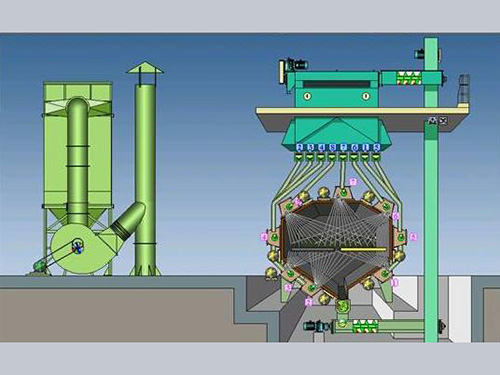
吊钩式抛丸机有关部件的装置与调试的注意事项如下:
一、抛丸器:出厂时抛丸器已在室体上装置结束,运用前主要注意要调试的诸问题。检查叶片、分丸轮与定向套及护板固定的方位是否准确与结实,通电点动检查旋转方向对否。然后调节定向套开口的方位,从理论上将定向开口的前边与叶片抛出方位的前边夹角为900左右,固定定向套的方位后,可以检测一下抛射带的方位,其办法是在吊挂工件的方位上面临抛丸器出入口放一张钢板或木板,开动抛丸器,向进丸管放入少数(2-5kg)弹丸后停机,检查钢板上被打击的方位是否适当需要,如合上偏可调定向套的窗口向下,反之同理,直至适当停止,并记下定向套口方位,作为今后替换定向套时的依据。
二、提升机与螺旋运送器:主要进行空载实验,以检查提升斗与螺旋叶片的工作方向是否正确,之后涨紧提升机的皮带到松紧适度,避免跑偏,然后进行负载实验,检查工作状况与运送才能,有无怪异的噪音与振动,检查并排除障碍。
三、丸砂分离器:先检查闸板运动是否灵活,再检查分熟板方位适中,然后在负载调试提升机时,不断有钢丸流入,下料槽时检查钢丸是否出现流幕状流出落下。
具体注意事项如下:
(1)在φ600×1100mm范围内尽量使工件充溢,这就要求依据工件尺寸与形状规划制作多种适宜的吊具,只有如此,才干充足地发挥弹丸抛射带的功率,一起削减空打弹丸对富足体护板的冲击与磨损。
(2)吊钩开进室内中心时,相应要到位,再封闭大门,压榨另一行程开关,发动抛丸器,一起操作与修理的稳定,又确定抛射带充足利用。
(3)经常查看供丸闸口的弹丸流束是否充溢,弹丸储存量不足,应及时补充。
(4)发现抛丸器振动过大及有不正常的噪音,应立即停机,查看抛丸器叶片是否有不平衡磨损或开裂,应成对的替换对称的二个叶片。
下面,再来讲讲吊钩式抛丸机抛不干净的原因:
一、弹丸扇形抛射角没有对准被清理工件。
二、调整抛丸器定向套窗ロ位置,使弹丸能拋射到淸理工件上。
三、供丸不足,清理时间拖长。
四、加足弹丸,并检查弹丸循环系统
五、弹丸不混进杂质堵塞弹丸通道。
六、清理弹丸中杂质,加入前弹丸应过筛。
七、抛丸器定向套出入口磨损过大。
八、定期检查定向套,发现磨损严重及时替换。
九、分丸轮磨损过大降低出九速率。
十、定期检查分丸轮,并及时愈换。
十一、弹丸中含废砂、灰尘太多。
十二、疏通除尘系统管道,提升吸尘和丸砂分离效果。
十三、抛丸器皮带松弛,使抛丸轮低于额定转速,降低拋丸慑和弹丸动能。